Бесплатные объявления купить продать в категории Оборудование и сырье, прочее
- Оборудование и сырье, прочее

Масловказівник стрілочний МС2-400
Масловказівник стрілочний МС2-400 призначений для контролю рівня масла, для трансформаторів є діелектриком, у розширювачі масляного силового трансформатора у процесі його роботи, а у разі досягнення мінімальних значень рівня дозволяє видавати електричний сигнал.
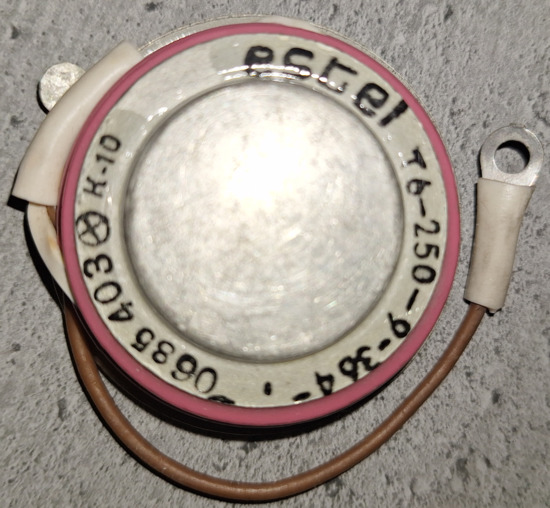
Тиристор швидкодіючий Т6-250-9-364
Тиристор швидкодіючий Т6-250-9-364
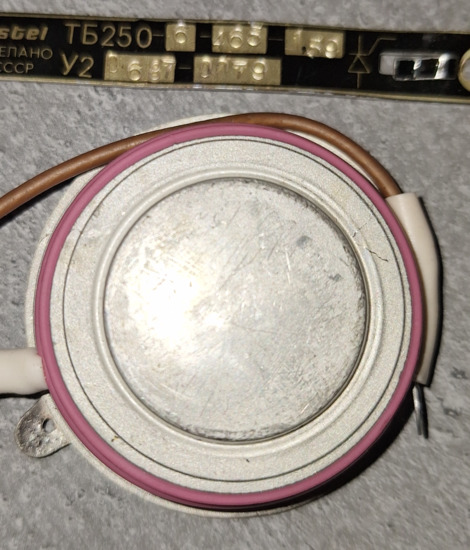
Тиристор швидкодіючий ТБ250-6-465
Тиристор швидкодіючий ТБ250-6-465
Токарные , фрезерные работы ЧПУ. Металлообработка. пресс-формы, штампы, шнекі
Компания предоставляет услуги: Проектирование комплексное проектирование изделий из металла: конструкций, деталей, узлов и механизмов. Плазменная резка металла; Гибка металла; Механическая обработка - токарные работы ЧПУ, фрезерные работы ЧПУ, сверление отверстий, нарезка резьбы; Изготовление пресс-форм, штампов; Сварочные работы; Ремонтные работы и другие... Производство шнеков и разнообразного нестандартного оборудования для различных отраслей промышленности. Обращайтесь!)
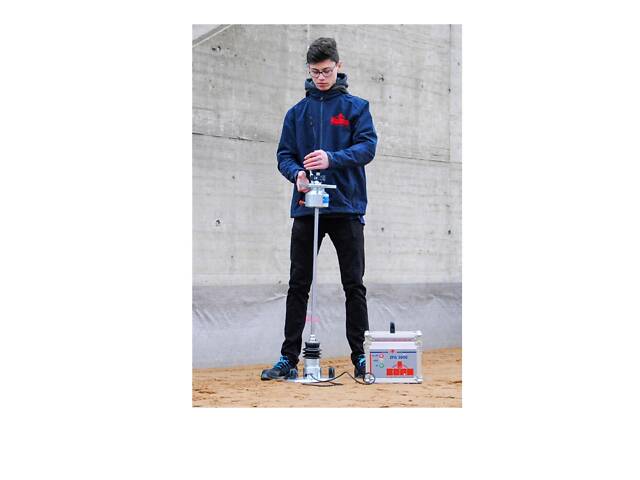
Плотномер грунта ZORN Instruments ZFG 3.1 GPS
Плотномер грунта электронный ZFG 3.1 GPS Электронный плотномер грунта ZORN Instruments ZFG 3.1 GPS-- универсальный прибор для точного определения динамического модуля упругости (несущей способности и динамической деформации) грунта и оснований дорог с сохранением координат места проведения измерений с помощью встроенного модуля GPS В принципе работы динамической плотной почвы ZFG 3.1GPS реализован метод штампа «метод падающего груза», имитирующий проезд автомобиля по дорожному покрытию. Динамический плотномер ZORN Instruments ZFG 3.1 GPS позволяет сделать быстрое измерение и оперативно вынести решение о пригодности почвы. Динамическое испытание нагрузкой плиты с помощью легкого дефлектометра с падающим грузом подходит для крупнозернистых грунтов и грунтов смешанного гранулометрического состава из макс. размером зерна 63 мм. Результат испытаний отображается в МН/м². Легкий дефлектометр с падающим грузом имеет диапазон измерений 15 -70 МН/м². При полуторакратной динамической нагрузке, достигаемой с помощью погрузочного устройства массой 15 кг, диапазон измерений расширяется до 70 105 МН/м². Он нужен для исследования тяжелых слоев основания в надземном строительстве и гравийных грунтах. Плотномер ZFG 3.1 GPS позволяет выполнять: Определение коэффициента уплотнения грунта Измерение динамического модуля упругости грунта Эvd Определение географических координат точки измерения (модификация ZFG 3.1 GPS) Оценка несущей способности грунтов и оснований дорог по динамическому модулю упругости. Сохранение координат места проведения измерений с помощью встроенного GPS модуля. Просмотр GPS позиций измерения в Google Maps. Построение графической диаграммы прогиба, отражающей динамику изменения просадки на исследуемой почве Применяется при выполнении следующих видов работ: Земляные работы, подземное строительство Строительство авто и железнодорожных дорог Взлетно-посадочные полосы Контроль за уплотнением Зернистые прослои Стабилизация почвы Отвальные группы Засыпка траншей Откатные пути Дамбы и склоны Засыпка опор Технические характеристики Погрузочное устройство Вес груза 10 кг 15 кг Общий вес 15 кг 20 кг Максимальная ширина 200 мм Высота 1135 мм 1150 мм Максимальная сила действия 7,07 кН 10,6 кН Время действия 17 мсек ± 1,5 мсек Максимальное давление на почву 0,1 МН/м2 0,15 МН/м2 Погрузочная плита Диаметр 300 мм Высота 130 мм Вес 15 кг Измерительный блок Габариты 100x210x40 мм Вес 440 г Диапазон измерения усадки от 0,3 до 5 мм. Точность измерения усадки ± 0,02 мм Диапазон измерения Evd 570 МПа/м2 70105 МПа/м2 Диапазон измерения датчика ±100 г Диапазон частот измерения от 0 до 500 Гц Диапазон температур измерения от 0 до 40 °C Электропитание Аккумулятор/батарея 4,8...6 В (4x 1.2...1.5В типа Миньон (Mignon)/АА) Автоматическая система отключения Переход в спящий режим через 4 мин. При разряженной батарее U

Плотномер грунта статический АХ01
Плотномер грунта статический АХ01 Статический плотномер грунта Zorn Instruments (Anix GmbH) AX 01 - электронный прибор предназначен для измерения статического модуля упругости грунта методом нагрузки. В принципе работы статического плотномера грунта AX 01 реализован метод штампа под вертикальной нагрузкой для определения прочностных и деформируемых грунтов по ГОСТ 20276-99. Данный метод заключается в последовательной погрузке и разгрузке круглой пластины с помощью внешнего давления (используется грузовой автомобиль, тяжелая техника и тд.) и гидравлической помпы. Проводятся два измерительных цикла, в процессе которых информация из датчиков передается в электронный блок и после обработки преобразуются в цифровые значения, выводимые на экран прибора, а затем могут сохранится в память прибора или могут быть распечатаны на встроенном принтере. В результате измерений получаем модули деформации EV1 и EV2, которые показывают несущую способность грунта, а также отношение EV2/EV1, показывающее степень уплотнения грунта. Технические характеристики Диапазон работы датчика (нагрузки) 0 - 100 кН (опционально 0 - 200 кН) Диапазон работы датчика (осадка) ± 7,5 мм (±15 мм при рычаге 1:2) Измерительный штатив Длина: 1320-2140 мм Ширина: 535 мм Высота (супорт): 380 мм Способность погрузки пластина 300 мм х 25 мм Источник питания Аккумулятор 9,6 В/5 Ач вес комплекта (без транспортного кейса) 54,9 кг
Тиристор ТЛ4-250
Тиристор ТЛ4-250 призначений для роботи в статичних перетворювачів електроенергії, а також в інших ланцюгах постійного та змінного струму різних силових установок частотою до 500 Гц. Максимально допустимий середній струм у відкритому стані — 250 А

Тиристор ТЛ2-200
Тиристор ТЛ2-200 лавинний штирьового виконання. Призначений для роботи в статичних перетворювачів електроенергії, а також в інших ланцюгах постійного та змінного струму різних силових установок частотою до 500 Гц.

Реле РПС5 РС4.522.304-01
Реле РПС5 РС4.522.304-01 Кількість - 50шт.

Куплю запчастини на МТЛБ
Куплю запчастини на МТЛБ : Куплю прижим 6.45.202 Куплю рукоятку запору 6.47.207 Куплю рукоятку в зборі 6.47.075 Куплю ручку запору 6.47.232 Куплю втулку розпірну 6.47.288 Куплю кліпси в зборі Т6.45.211-10сб Куплю кільце 14.13.201 Куплю сітку в зборі 6.47.071 Куплю патрубок випускний 6.06.127-1 Куплю патрубок заборний 8.06.126-1 Куплю редуктор вентилятора 8.02.011-1 Куплю колонку в зборі 6.21.010 Куплю панель 6.45.204 Куплю панель 6.45.187 Куплю щит в зборі 6.47.041 Куплю опору двигуна в зборі 8.01.012 Куплю кожух захисний в зборі 8.04.013-1 Куплю кожух захисний в зборі 8.04.012-1 Куплю кожух сильфона 8.04.114-1 Куплю вісь колінчату 8.3 1.041 Куплю упор в зборі 8.32.031 Куплю сапун 8.13.042-1 Куплю ролик натяжний 8.02.015-1

Скло СЭТ-2
Продам скло СЭТ-2, застосовується у спецтехніці. Кількість - 4шт.

Тепловизор Pulsar Helion 2 XP50 PRO
Тепловизор Helion 2 XP50 PRO с объективом F50/1.0 построен на основе передового сенсора высокого разрешения NETD (чувствительность менее 25мк), что гарантирует точное распознавание деталей даже в неблагоприятных погодных условиях, таких как дождь или туман.Устройство обеспечивает изображение с высоким разрешением на расстоянии до почти двух километров. . Изображение передается через матовый дисплей Amoled HD с разрешением 1024x768 пикселей. Базовое увеличение - 2,5х, может быть увеличено цифровым способом до 20х. XP50 PRO имеет функцию фото- и видеосъемки, записанные файлы хранятся во встроенной внутренней памяти объемом 16 Гб. Файлы можно передавать непосредственно на телефон через Wi-Fi, на котором установлен StreamVision , или через > micro USB кабель передавать на компьютер. USB-разъем можно использовать для питания через стандартные павербанки на 5В. . Питание тепловизора осуществляется от аккумуляторной батареи IPS7 B-Pack, установленной сбоку на корпусе. R-образный адаптер и корпус, изготовленные из магниевого сплава, отводят тепло от электроники, что существенно влияет на уменьшение шумов наблюдаемого изображения. В Pulsar Helion 2 XP50 PRO есть возможность точной регулировки яркости, контрастности, а также использования одной из семи цветовых палитр. Устройство имеет цифровой цикл масштабирования 1х, 2х, 4х, 8х, а также бесступенчатый 0,1х. Изображение можно калибровать вручную или с помощью автоматического алгоритма анализа изображения. Существует выбор из трех предварительно определенных режимов, которые объединяют наилучшие настройки для различных рабочих условий. Изображение можно калибровать вручную, а также с помощью автоматического алгоритма анализа изображения. Тепловизионный монокуляр имеет восемь режимов отображения изображения что облегчает распознавание и идентификацию объектов наблюдения: - Белое горячее, - Black Hot, - красный горячий, - RedMonochrome, - Радуга, - Ультрамарин, - Фиолетовый, - Сепия, . Для измерения расстояния до цели используйте Стадиометр. . Благодаря компактной конструкции и использованию уплотнителей корпус тепловизора соответствует классу водонепроницаемости IPX7, что обеспечивает защиту от воды на глубине до 1 м в течение 30 минут. Диапазон рабочих температур, в котором может использоваться тепловизор, составляет от -25 до +50 градусов Цельсия. Технические данные Цвет: черный Разрешение сенсора: 640 x 480 пикселей NETD: ≤25 mk Разрешение дисплея: 1024 × 768 пикселей Частота обновления изображения: 50 Гц Тепловизионный объектив: 50 мм F/1.0 Угловой угол обзора: 12,4 - 9,3 ° Поле зрения м/100 м: 21.8 - 16.3 м Регулировка диоптрий: +5/-5 Внутренняя память: 16 Гб Максимальная дальность: 1800 м Водонепроницаемость: IPX7 Размеры: 234 x 55 x 58 мм Вес: 500 г Производитель: Pulsar, Литва , Длина: 226 мм, Ширина: 55 мм, Высота: 58 мм, Гарантийный срок: 12 мес, Питание: Аккумулятор, Монитор: AMOLED, Максимальная рабочая температура: 50 град., Минимальная рабочая температура: -25 град., Разрешение экрана: 1024×768, Максимальное рабочее расстояние: 1800.0

Куплю перемикачі ланцюгів управління ПЦУ-2.1 М та ПЦУ-4.1 М
Куплю перемикачі ланцюгів управління ПЦУ-2.1 М та ПЦУ-4.1 М

Закупка нерабочих(б/у) аккумуляторов, Киев
КИЕВ, У вас есть нерабочие аккумуляторы? Мы готовы их у вас купить! 20грн./1кг. звоните по номеру (096) xxxxxxx показать

Тепловизионный прибор Snadesy SD-TS335 (35 мм, 384х288, 1800м)
Snadesy SD-TS335 - это компактный и многофункциональный тепловизионный Прибор для работы на большие дистанции. Позволяет обнаруживать объекты человеческого роста (1,7м) на расстоянии до 1800 метров. Особенности: Детектор высокой чувствительности 12 мкм Сенсор VOX 12мкм NETD 35mK обеспечивает более детальное распознавание даже в самых плохих погодных условиях. Цифровое увеличение 1х/2х/4х/4х/8х Цифровое увеличение до 8x обеспечивает улучшенную фокусировку и лучшее общее распознавание объектов на больших расстояниях. Время работы до 7 часов Один заряд гарантирует до 7 часов автономной работы, что покрывает время активного использования Прибора на охоте. В качестве внешнего источника питания можно использовать любой обычный павербанк, подключенный через Micro USB. Уровень защиты IP67 и полностью металлический корпус Имея класс защиты IP67, SD-TS335 является полностью водонепроницаемым и пыленепроницаемым. Может работать в условиях повышенной влажности и сильного дождя, выдерживает получасовое погружение под воду на глубину до 1 метра. Прочная конструкция обеспечивает ударопрочность. Встроенный видеорегистратор SD-TS335 имеет память 64 ГБ, что позволяет вести фото- и видеозапись. Сменные элементы питания 4xCR123A и источник питания USB Type-C Четыре батареи CR123A входят в комплект поставки, которые можно быстро установить и заменить., Вес: 0.537 г, Высота: 63 мм, Гарантийный срок: 12 мес, Длина: 205 мм, Ширина: 68 мм, Защита оборудования от воды и пыли IP: IP67, Максимальная рабочая температура: 55 град., Максимальное рабочее расстояние: 1800, Минимальная рабочая температура: -20.0 град., Монитор: AMOLED, Разрешение экрана: 1024×768

Тепловизионный прибор ThermTec Vidar 335L (384x288) 1800м с дальномером
епловизионный прибор ThermTec Vidar 335L с дальномером ThermTec Vidar 335L – тепловизионный прибор с дальномером компактных размеров и небольшого веса, который подойдет для самых разных ситуаций, будь то , спасательная операция, наблюдения за дикой природой, поход или просто путешествие. Модель оборудована лазерным дальномером с баллистическим калькулятором, высокочувствительным детектором с разрешением 384x288, шагом пикселя 12 мкм и NETD ≤25 мК, а также 35-милиметровым объективом и OLED-дисплеем 1024x768. Такое оснащение обеспечивает четкую картинку в любых условиях, как при плохой погоде и различных неблагоприятных атмосферных явлениях, так и при низком освещении вплоть до полной темноты. Особенности ThermTec (ThermEye) Vidar 335L: Высокочувствительный сенсор. Тепловизионный VOx-датчик с высокой термочувствительностью (NETD) менее 25 мК способен улавливать мельчайшие детали, даже если цель и фон имеют почти одинаковую температуру. Лазерный дальномер и баллистический калькулятор. Встроенный дальномер с баллистическим калькулятором позволяют обнаруживать цели на больших расстояниях и стрелять с высокой точностью. Технология коррекции неравномерности. Технология NUC (Non-Uniformity Correction) дает низкий уровень шума и стабильное изображение даже без овки. Высокоточный зум. Плавное и быстрое увеличение от 1x до 5x обеспечивает превосходную резкость и высочайшее разрешение деталей от минимальной до максимальной кратности. ическое обнаружение объектов. прибор может ически обнаруживать и идентифицировать цели, попадающие в его поле зрения, предотвращая пропуск важных объектов. Уведомления в реальном времени через приложение. Приложение "Smart Thermal" мгновенно отправляет уведомления об обнаружении целей, позволяя вам быть в курсе происходящего без отвлечений. ическая . Функция ической позволяет быстро и точно настроить метку прибора перед ом. Встроенная память. Карта памяти емкостью 64 ГБ дает возможность сохранять большое количество фотографий и видеозаписей непосредственно в приборе. Двухстороннее подключение Wi-Fi. Поддержка Wi-Fi и возможность подключения к точке доступа позволяют передавать изображение в реальном времени на другие устройства. Легкая и компактная конструкция. Благодаря компактным размерам и небольшому весу тепловизор ThermTec Vidar 335L станет идеальным спутником в любой охоте или наблюдательной поездке. Надежный корпус. Обладая классом защиты от атмосферных воздействий IP67, прибор защищен от сильного дождя, снега, дыма, смога или пыли. Технические характеристики: Тип детектора: VOx Разрешение сенсора: 384x288 пикселей Размер пикселя: 12 мкм Частота обновления кадра: 50 Гц Теплочувствительность (NETD): ≤25 мК Оптическое увеличение: 3.2x Цифровой зум: 1x-5x Объектив: 35 мм Диаметр выходного зрачка: 6 мм Удаление выходного зрачка: 45 мм Поле зрения: 7.5° x 5.6° Регулятор коррекции диоптрий: есть Откидная защитная крышка на объективе: есть Палитры цветов: white, black, red, green, golden, violet Режим "картинка в картинке": есть Тип дисплея: OLED Разрешение дисплея: 1024x768 Дальность обнаружения: 1800 м Лазерный дальномер: есть Дальность измерения дальномера: 1200 м Баллистический калькулятор: есть Фото- и видеозапись: есть Встроенная память: 64 Гб Интерфейсы: Wi-Fi, USB Type-C Источник питания: аккумулятор 18650 (2 шт.) Время работы батареи: 14 часов Класс защиты: IP67 Температура эксплуатации: -20°C...+50°C Тип крепления: Weaver/Picatinny Вес: 631 г Габариты: 160x90x70 мм. , Вес: 0.63 кг, Высота: 70 мм, Гарантийный срок: 12 мес, Длина: 160 мм, Защита оборудования от воды и пыли IP: IP67, Максимальная рабочая температура: 50 град., Максимальное рабочее расстояние: 1800 м, Максимальный спектральный диапазон: 25 мкм, Минимальная рабочая температура: -30 град., Монитор: AMOLED, Напряжение: 12 В, Питание: Аккумулятор, Размер монитора: 0.49 дюйм, Разрешение экрана: 1024×768, Ширина: 90 мм

Тепловизионный прибор Pulsar Thermion XM50 (320x240) 2300м
Тепловизионный прибор Pulsar Thermion XM50 Оптическое устройство «Thermion XM 50» обнаружит цель на дальности до 2300 метров при температуре окружающей среды от двадцати пяти градусов мороза до 50 градусов тепла. В нем установлена аккумуляторная литий-ионная батарея емкостью 2000 mAh, которая продержится в автономном режиме до пяти часов. Здесь применена комбинированная аккумуляторная система с внутренним и внешним аккумулятором, которая позволяет быстро сменить батарею, что значительно продлевает длительность работы прибора. Устройство имеет внутреннюю память 16 Гб, воспроизводит видео mp 4 и отображает фото в формате jpg с частотой обновления кадра в 50 Гц. прибор оснащен объективом с двадцати двух кратным увеличением и дисплеем HD Amoled Display с разрешением экрана 1024×768 пикселей. С помощью «Thermion XM 50», пользователь всегда получает качественное изображение. Это стало возможно благодаря сенсору 320 x 240 пикселей, где расстояние между центральными точками соседних пикселей составляет 12 микрон. Тепловизионный прибор имеет высокий класс защиты от пыли и воды (IPX 7), который выдерживает пребывание под водой на глубине до одного метра в течение получаса, а также обладает ударной стойкостью 6000 джоулей на нарезном стволе. Установленный на устройство модуль WI-FI позволит Вам передавать данные на гаджеты, транслировать видео с места охоты на частоте 2,4 GHz и взаимодействовать с другими приборами в радиусе 15 метров. Цветные палитры предлагают различные цветовые гаммы изображения. В то время как Горячий белый и горячий черный являются самыми популярными, Горячий красный, Радуга, и Ультрамарин выделяют самые горячие места объекта. Фиолетовый, Красный монохром и Сепиа являются оптимальными палитрами для снижения усталости глаза во время долгого наблюдения.За более детальной информацией о назначении, характеристиках, гарантии, покупке или доставке - звоните на телефоны нашего интернет-магазина товаров для охоты "Профоптика". Основные преимущества Thermion XM50: - сенсор 320 x 240 пикселей с шагом 12 микрон, что дает качественную и четкую картинку; - функция "кадр в кадре", благодаря которой можно увидеть увеличенное изображение для более точного приборивания; - частота обновления кадра, которая в данном приборе составляет 50Гц, способствует плавному переходу кадров без «зависаний»; - HD Amoled Display с разрешением 1024×768 пикселей, обеспечивающий плавное изображение даже при минусовых температурах; - четырех кратный цифровой зум, помогающий распознавать цель на внушительных расстояниях; - дальность обнаружения составляет 2300 метров; - фото- и видеосъемка имеют разрешение 1024×768 пикселей; - WI-Fi с частотой 2,4 GHz дает возможность проводить трансляции и взаимодействует с беспроводными устройствами в радиусе пятнадцати метров. Быстрый запуск. Всего 3 секунды, и Вы готовы к бою! Инновационная система быстрого запуска позволяет реагировать максимально быстро на любые ситуации на охоте. Работа днём и ночью. Этот тепловизионный прибор одинаково удобен для использования ночью и днём. В светлое время суток его яркий дисплей позволяет вести наблюдение даже без использования резинового наглазника. Для маскировки ночью этот наглазник быстро крепится на окуляр прибора при помощи встроенного магнитного кольца. Простое и понятное управление. Тепловизионный прибор Пульсар Термион имеет в качестве интерфейса управления всего три кнопки и энкодер. Сделать овку прибора, сменить приборьную сетку или цветовую палитру не составит Вам никакого труда. Целых 5 профилей . Теперь Вы сможете поставить свой новый Пульсар ещё на большее количество оружий. Теперь доступно 5 отдельных профилей под индивидуальный тип или боеприпаса, каждый из которых рассчитан на 5 различных дистанций. Тепловое изображение в разных цветах. прибор Pulsar Thermion способен показать тепловое изображение сразу в 7 цветовых контурах – чёрном, белом, красном, фиолетовом, сепия, ультрафиолетовом и радужном. Сменные сетки с увеличением. Новые, тонки и удобные приборьные сетки теперь ещё и обладают свойством масштабирования с пропорциональным увеличением изображения. Кроме того, под стать изображения Вы можете изменить цвет сетки. Двойная мощь аккумулятора. Для автономной работы этот прибор оснащен встроенным аккумуляторным блоком, которого с лихвой хватит на более чем 6 часов работы. Для увеличения времени охоты стоит использовать блок, который идёт в комплекте и продлевает срок работы до 11-12 часов! в любых условиях. Этот прибор защищен по степени IPX7, что означает его полную водонепроницаемость даже при проливном ливне. AMOLED HD дисплей работает одинаково успешно даже в экстремальных морозах. Система защиты с запасом покрывает любую отдачу в диапазоне до 6000 Дж ( в том числе 12 кал., 9.3x64, .375H&H, 30-06, 306 и другие). Другие возможности. «Картинка в Картинке». Запись фото и видео. Синхронизация со смартфоном по средствам Stream Vision. Расширяемый функционал с последующими обновлениями прошивки прибора через Stream Vision. Другие особенности: Переменное увеличение Цифровой зум до 8 крат обеспечивает улучшенную концентрацию на цели облегчает распознавание цели на значительных дистанциях. Изображение высокого разрешения Четкое высококонтрастное тепловизионное изображение обеспечивает улучшенную идентификацию животных, отдельных частей тела, и даже мельчайших объектов таких как ветки, листья, трава и поверхность грунта. Настраиваемые варианты меток Широкий выбор цветных меток, включающий масштабируемые баллистические метки. Различные цвета: черный, белый, красный и зеленый. Расширяемый функционал Функции и возможности приборов Thermion могут быть обновлены и улучшены с выпуском новой версии программного обеспечения. Удобное управление прибор Thermion имеет простое управление функциями и настройками с помощью 3-х кнопок на верхней панели и энкодера слева. 3 кнопки и энкодер обеспечивают доступ и управление всеми функциями меню, и системными настройками. Цветной HD AMOLED дисплей HD дисплей прибора Thermion предлагает четкое, цветное высококонтрастное изображение, в то время как технология AMOLED обеспечивает энергосбережение и плавное изображение даже в холоде. IPX7. Полная водонепроницаемость Полная водонепроницаемость для защиты от проливного дождя, снега или других осадков. Thermion разработан для безупречной работы даже после погружения в воду на глубину до 1 м на 30 минут. Управление профилями Возможность сохранить во внутренней памяти до 5 профилей с 10 дистанциями в каждом для различных ситуаций, таких как смена ружья или внесение корректировок во время . Функция "Кадр в кадре" Функция "Кадр в кадре" показывает увеличенное изображение в верхней части дисплея в рамке размером 10% от поля зрения для более точного приборивания. Технические характеристики: Базовые характеристики Сенсор - 320x240 pix. @ 12 µm Объектив - F50/1.2 Увеличение, x - 5.5 - 22 (x4 zoom) Дистанция обнаружения, м - 2300 Сенсор: Тип - uncooled Разрешение, пикселей - 320x240 Размер пикселя, µm - 12 Частота обновления кадра, Гц - 50 Оптические характеристики: Обьектив - F50/1.2 Увеличение, x - 5.5 - 22 Поле зрения (ГхВ), градусов / м @ 100 м - 4.4x3.3 / 7.7x5.8 Удаление выходного зрачка, мм - 50 Дисплей: Тип - AMOLED Разрешение, пикселей - 1024x768 Дальность наблюдения: Дистанция обнаружения, м - 2300 приборьная метка: Цена клика, H/V, мм на 100 м - 7/7 Запас хода приборьной метки, H/V, мм на 100 м - 1400/1400 Количество предустановленных приборьных меток - 10 Видеорекордер: Разрешение видео / фото, пикселей - 1024x768 Формат видео / фото - .mp4/.jpg Встроенная память, Гб - 16 Условия эксплуатации: Степень защиты, код IP (IEC60529) - IPХ7 Диапазон рабочих температур, °С - от-25 до +50 Вес и размер: Размеры, мм - 402x78x65 Масса, кг - 0.9 Питание: Напряжение питания - 3.0 - 4.2 Тип батареи - Li-Ion Battery Pack APS2 Емкость, мАч - 2000 Время работы от батарейного блока (при t = 22 ° С), ч * - 5+ Внешний источник питания - 5V Коммуникации и совместимость: Ударная стойкость на нарезном оружии (Eo), джоулей - 6000 Ударная стойкость на гладкоствольном оружии, - 12 Способ установки на оружие - Кольца 30 мм. Wi-Fi: Частота - 2.4GHz Стандарт - 802,11 b/g/n Дальность приема на линии прямой видимости, м - 15 , Вес: 0.9 г, Высота: 65 мм, Гарантийный срок: 12 мес, Длина: 402 мм, Ширина: 78 мм, Защита оборудования от воды и пыли IP: IP67, Максимальная рабочая температура: 50 град., Максимальное рабочее расстояние: 2300, Максимальный спектральный диапазон: 12, Минимальная рабочая температура: -20 град., Минимальный спектральный диапазон: 12, Монитор: OLED, Напряжение: 12 В, Размер монитора: 0.39, Разрешение экрана: 1024×768

Тепловізійний Прилад Senopex DOT S5
Основні характеристики Об'єктив: 50 ммF-відношення: 1,0Оптичний зум: 3 хЦифрове збільшення: 8 хFOV (в/в): 8,8°/6,6°Тепловий тип: НеохолоджуванийРоздільна здатність датчика (в/в): 640 пікселів / 480 пікселівКрок пікселя: 12 мкмЧутливість: 25 мКСпектральний діапазон: 8 мкм/14 мкмРоздільна здатність дисплея (г/в): 1024 пікселів / 768 пікселівЧастота оновлення 50: ГцПолярність зображення: Білий, Деталь, Вбивця, Екватор, Чорний, Край, Червоний, ЗалізоКолір вихідного екрану: ПовнокольоровийДеталі сітки: До 7 сіток Функції Удароміцність 1200 гIP67 Водонепроникний14 годин роботи від батареїБортовий записOLED-дисплейКартинка у зображенні (PiP)Настроювані сіткиЦифровий компасАвтовідключення

Тепловізійний Прилад Senopex DOT S7
Senopex S7 LRF: Преимущества Тепловизионного Прибора Senopex S7 LRF - это новейшее достижение в сфере тепловизионных Приборов, который станет вашим лучшим помощником в открытом поле. Этот Прибор сочетает в себе передовые технологии и надежность, чтобы обеспечить вам высокое качество наблюдений даже в самых тяжелых условиях. Технические Характеристики Разрешающая способность Детектора: Революционный детектор с разрешением 640×480 и размером пикселя 12 мкм обеспечивает исключительную четкость изображения. Спектральный Диапазон: От 8 мкм до 14 мкм - идеально подходит для распознавания тепловых объектов в различных условиях. Низкий Уровень NETD: Значение менее 25 мкК (при 25°C, F#=1.0) гарантирует высокую чувствительность даже к малейшим тепловым разницам. Объектив с Ручной Фокусировкой: С большим объективом диаметром 75 мм и возможностью ручной фокусировки, вы получаете широкое поле зрения и четкое изображение. Увеличение: От 4x до 32x общего увеличения и цифровое увеличение в 2x, 4x, 6x, 8x для более детального осмотра объектов. Дальность Обнаружения: До 8400 м для транспортных средств и до 3600 м для людей - это идеальный инструмент для удаленных наблюдений. Функциональные Особенности OLED Дисплей: Яркий OLED дисплей с разрешением 1024×768 обеспечивает четкое и живое изображение. Палитра цветов: Выбор из семи палитр цветов для оптимального отображения различных объектов и условий. Функции Записи и Фотосъемки: Возможность записи видео и фотосъемки позволяет зафиксировать важные моменты вашего наблюдения. Регулировка Контрастности и Яркости: Настройте изображение для максимального комфорта и качества наблюдения. Встроенная Память: Большая внутренняя память объемом 32 ГБ позволяет хранить много записей и фотографий. Надежность и удобство использования Долгое Время Работы: Два сменных аккумулятора 18650 обеспечивают до 14 часов непрерывной работы. Широкий Диапазон Рабочих Температур: От -40°C до 60°C - этот Прибор работает надежно в любых погодных условиях. Степень Защиты IP67: Отличная защита от воды и пыли обеспечивает длительную эксплуатацию даже в тяжелых условиях. Комплектация Тепловизионный Прибор Senopex S7 LRF 2 аккумулятора 18650 Зарядное устройство Крепление Weaver 7-контактный кабель Салфетка для очистки Стильный Прибор в форме USB Чехол для переноски Инструкция по эксплуатации Senopex S7 LRF - ваш надежный партнер для безопасных и точных наблюдений в любых условиях., Гарантийный срок: 12 мес, Диаметр объектива: 75 мм, Максимальная кратность: 8 х, Минимальная кратность: 2, Состояние: Новое, Цвет: Черный

Тепловізійний Прилад ThermTec Vidar 635
Тепловізійний Прилад ThermTec Vidar 635 (640x512) 1800м ThermTec Vidar 635 – тепловізійний Прилад компактних розмірів і невеликої ваги, який ідеально підійде, як для , так і для бойових дій. Модель обладнана високочутливим детектором з роздільною здатністю 640x512, кроком пікселя 12 мкм та NETD ≤25 мК, а також 35-міліметровим об'єктивом та OLED-дисплеєм 1024x768. Таке оснащення забезпечує чітку картинку в будь-яких умовах, як за поганої погоди та різних несприятливих атмосферних явищ, так і за низького освітлення аж до повної темряви. Особливості ThermTec (ThermEye) Vidar 635: Високочутливий детектор. Тепловізійний VOx-датчик з високою термочутливістю (NETD) менше 25 мК здатний вловлювати найдрібніші деталі, навіть якщо ціль і фон мають майже однакову температуру. Технологія корекції нерівномірності. Технологія NUC (Non-Uniformity Correction) дає низький рівень шуму та стабільне зображення навіть без ування. Високоточний зум. Плавне та швидке збільшення від 1x до 5x забезпечує чудову різкість і найвищу роздільну здатність деталей від мінімальної до максимальної кратності. ичне виявлення об'єктів. Прилад може ично виявляти та ідентифікувати цілі, що потрапляють у його поле зору, запобігаючи пропуску важливих об'єктів. Повідомлення в реальному часі через програму. Програма "Smart Thermal" миттєво надсилає повідомлення про виявлення цілей, дозволяючи вам бути в курсі того, що відбувається без відволікань. ична пристрілка. Функція ичного пристрілювання дозволяє швидко і точно налаштувати мітку Приладу перед ом. Вбудована пам'ять. Картка пам'яті ємністю 64 ГБ дозволяє зберігати велику кількість фотографій і відеозаписів безпосередньо в приладі. Двостороннє підключення Wi-Fi. Підтримка Wi-Fi та можливість підключення до точки доступу дозволяють передавати зображення в реальному часі на інші пристрої. Легка та компактна конструкція. Завдяки компактним розмірам та невеликій вазі тепловізор ThermTec Vidar 335 стане ідеальним супутником у будь-якому полюванні чи спостережній поїздці. Надійний корпус Маючи клас захисту від атмосферних впливів IP67, Прилад захищений від сильного дощу, снігу, диму, смогу або пилу. Технічні характеристики: Тип детектора: VOx Роздільна здатність сенсора: 640x512 пікселів Розмір пікселя: 12 мкм Частота оновлення кадру: 50 Гц Теплочутливість (NETD): ≤25 мК Оптичне збільшення: 1.9x Цифровий зум: 1x-5x Об'єктив: 35 мм Діаметр вихідної зіниці: 6 мм Видалення вихідної зіниці: 45 мм Поле зору: 12.5 ° x 10.0 ° Регулятор корекції діоптрій: є Відкидна захисна кришка на об'єктиві: є Палітри кольорів: white, black, red, green, golden, violet Режим "картинка у картинці": є Тип дисплея: OLED Роздільна здатність дисплея: 1024x768 Дальність виявлення: 1800 м Фото- та відеозапис: є Вбудована пам'ять: 64 Гб Інтерфейси: Wi-Fi, USB Type-C Джерело живлення: акумулятор 18650 (2 шт.) Час роботи батареї: 14 годин Клас захисту: IP67 Температура експлуатації: -20°C...+50°C Тип кріплення: Weaver/Picatinny Вага: 591 г Габарити: 160х70х60 мм. , Вес: 0.591 г, Высота: 60 мм, Гарантийный срок: 12 мес, Длина: 160 мм, Ширина: 70 мм, Защита оборудования от воды и пыли IP: IP67, Максимальная рабочая температура: 40 град., Максимальное рабочее расстояние: 1800, Максимальный спектральный диапазон: 25, Минимальная рабочая температура: -20 град., Монитор: AMOLED, Напряжение: 12 В, Питание: Аккумулятор, Размер монитора: 0.39, Разрешение экрана: 1024×768

Тепловізійний Прилад ThermTec Vidar 660L
Тепловізійний Прилад ThermTec Vidar 660L (640x512) 3000м з далекоміром ThermTec Vidar 360L – тепловізійний Прилад з далекоміром, що має найбільш далекобійні в лінійці оптичні характеристики. Прилад призначений для тактичного використання, ідеально підійде для та бойових дій. Старша модель обладнана лазерним далекоміром з балістичним калькулятором, високочутливим детектором з роздільною здатністю 640x512, кроком пікселя 12 мкм та NETD ≤25 мК, OLED-дисплеєм 1024x768 та двофокальним об'єктивом 20/60 мм. Тепловізор оснащений спеціальним перемикачем, розташованим на об'єктиві, який дозволяє переходити з одного режиму на інший, вибираючи широке (20 мм) або вузьке (60 мм) поле зору. Відповідно, об'єктив 20 мм забезпечує великий кут огляду 21.7° х 17.4°, при цьому його оптичне збільшення становить 1.1x, а об'єктив 60 мм дає поле зору 7.7° х 5.9° і базову кратність 3.2х. При цьому, як і в інших моделей лінійки, Vidar 660L має цифровий зум від 1 до 5 крат. Вбудований лазерний далекомір дозволяє вимірювати відстані до 1200 метрів. Тепловізійний Прилад ThermEye Vidar 660L гарантує чітку картинку в будь-яких умовах, як за поганої погоди та різних несприятливих атмосферних явищ, так і за низького освітлення аж до повної темряви. Особливості ThermTec (ThermEye) Vidar 660L: Високочутливий детектор. Тепловізійний VOx-датчик з високою термочутливістю (NETD) менше 25 мК здатний вловлювати найдрібніші деталі, навіть якщо ціль і фон мають майже однакову температуру. Двофоковий об'єктив. Широке поле зору та можливість детального вивчення цілей забезпечується завдяки об'єктиву з двома фокусними відстанями (20 мм для виявлення та 60 мм для ідентифікації). Лазерний далекомір і балістичний калькулятор. Вбудований далекомір із балістичним калькулятором дозволяють виявляти цілі на великих відстанях та стріляти з високою точністю. Технологія корекції нерівномірності. Технологія NUC (Non-Uniformity Correction) дає низький рівень шуму та стабільне зображення навіть без ування. Високоточний зум. Плавне та швидке збільшення від 1x до 5x забезпечує чудову різкість і найвищу роздільну здатність деталей від мінімальної до максимальної кратності. Велика дальність виявлення. Завдяки об'єктиву з діаметром 60 мм та вдосконаленому алгоритму Прилад забезпечує виняткову дальність виявлення до 6667 метрів навіть в умовах повної темряви. ичне виявлення об'єктів. Прилад може ично виявляти та ідентифікувати цілі, що потрапляють у його поле зору, запобігаючи пропуску важливих об'єктів. Повідомлення в реальному часі через програму. Програма "Smart Thermal" миттєво надсилає повідомлення про виявлення цілей, дозволяючи вам бути в курсі того, що відбувається без відволікань. ична пристрілка. Функція ичного пристрілювання дозволяє швидко і точно налаштувати мітку Приладу перед ом. Вбудована пам'ять. Картка пам'яті ємністю 64 ГБ дає можливість зберігати велику кількість фотографій та відео безпосередньо в приладі. Двостороннє підключення Wi-Fi. Підтримка Wi-Fi та можливість підключення до точки доступу дозволяють передавати зображення в реальному часі на інші пристрої. Легка та компактна конструкція. Завдяки компактним розмірам та невеликій вазі тепловізор ThermTec Vidar 660L стане ідеальним супутником у будь-якому полюванні чи спостережній поїздці. Надійний корпус Маючи клас захисту від атмосферних впливів IP67, Прилад захищений від сильного дощу, снігу, диму, смогу або пилу. Технічні характеристики: Тип детектора: VOx Роздільна здатність сенсора: 640x512 пікселів Розмір пікселя: 12 мкм Частота оновлення кадру: 50 Гц Теплочутливість (NETD): ≤25 мК Оптичне збільшення: 1.1x/3.2x Цифровий зум: 1x-5x Об'єктив: 20/60 мм Діаметр вихідної зіниці: 6 мм Видалення вихідної зіниці: 45 мм Поле зору: 21.7 ° x 17.4 ° / 7.3 ° x 5.9 ° Подвійне поле зору зі швидким перемиканням на об'єктиві: є Регулятор корекції діоптрій: є Відкидна захисна кришка на об'єктиві: є Палітри кольорів: white, black, red, green, golden, violet Режим "картинка у картинці": є Тип дисплея: OLED Дальність виявлення: 3000 м Лазерний далекомір: є Дальність виміру далекоміра: 1200 м Балістичний калькулятор: є Фото- та відеозапис: є Вбудована пам'ять: 64 Гб Інтерфейси: Wi-Fi, USB Type-C Джерело живлення: акумулятор 18650 (2 шт.) Час роботи батареї: 14 годин Клас захисту: IP67 Температура експлуатації: -20°C...+50°C Тип кріплення: Weaver/Picatinny Вага: 920 г Габарити: 220x100x87 мм. , Вес: 0.92 г, Высота: 87 мм, Гарантийный срок: 12 мес, Длина: 220 мм, Ширина: 100 мм, Защита оборудования от воды и пыли IP: IP67, Максимальная рабочая температура: 40 град., Максимальное рабочее расстояние: 3000, Максимальный спектральный диапазон: 25, Минимальная рабочая температура: -20 град., Монитор: AMOLED, Напряжение: 12 В, Питание: Аккумулятор, Размер монитора: 0.39, Разрешение экрана: 1024×768

Тепловизионный Прибор Senopex DOT S5
Тепловизор с Технологиями Будущего: Особенности и Функциональность Основные Характеристики Объектив: 50 мм F-отношение: 1,0 Оптический Зум: 3x Цифровое Увеличение: 8x FOV (в/в): 8,8°/6,6° Тепловой Тип: Неохлаждаемый Разрешение Датчика (в/в): 640 x 480 пикселей Шаг Пикселя: 12 мкм Чувствительность: 25 мК Спектральный Диапазон: 8 мкм - 14 мкм Разрешение Экрана (г/у): 1024 x 768 пикселей Частота Обновления: 50 Гц Полярность Изображения: Белый, Деталь, Убийца, Экватор, Черный, Край, Красный, Железо Цвет Исходного Экрана: Полноцветный Детали Сетки: До 7 сеток Функции Ударопрочность: Выдерживает удары до 1200 г, що робить його надзвичайно надійним у різних умовах використання. Водонепроницаемость IP67: Захищений від води і пилу, що робить його ідеальним для використання в екстремальних умовах. 14 Годин Роботи від Батареї: Забезпечує довгий час безперервної роботи без необхідності постійної зарядки. Бортова Запись: Записуйте важливі моменти безпосередньо на пристрій для подальшого аналізу та зберігання. OLED-Дисплей: Яскравий та чіткий дисплей для комфортного спостереження у будь-яких умовах. Картинка в Картинці (PiP): Дозволяє відображати розширене зображення одного об'єкта на екрані для більш детального аналізу. Настраиваемі Сетки: Встановлюйте сітки на екрані для полегшення орієнтації та вимірювання відстаней. Цифровий Компас: Орієнтуйтеся у просторі без проблем завдяки вбудованому цифровому компасу. Автоотключение: Для економії заряду батареї, пристрій ично вимикається при тривалому бездіяльності. Цей тепловизор - справжня знахідка для тих, хто цінує якість, надійність та передові функції. Він ідеально підходить для широкого спектру завдань, від безпеки та пошуку до спостереження за природою та технічного обслуговування. Будьте готові до нових вражень з цим передовим тепловизором! , Состояние: Новое, Бренд: Senopex, Код: 5003404

Тепловизионный прибор Hikmicro Thunder Pro TE25
Тепловизионный Прибор Hikmicro Thunder Pro TE25: Очевидный Выбор Профессионалов Hikmicro Thunder Pro TE25 - это современный тепловизионный оптический Прибор, который стал настоящим прорывом в мире охоты и наблюдения за природой. В отличие от устройств ночного видения, которые работают на основе усиления света, тепловизионные Приборы способны обнаруживать и отображать тепловое излучение объектов, что делает их незаменимыми помощниками для профессиональных охотников и любителей природы. Преимущества Тепловизионного Прибора Hikmicro Thunder Pro TE25: 1. Превосходная Эффективность и Прочность: Hikmicro Thunder Pro TE25 отличается высокой прочностью и ударостойкостью, что позволяет использовать его с крупнокалиберным м. Кроме того, его можно безопасно применять в различных погодных условиях благодаря защите от пыли, влаги и экстремальных температур. 2. Простое Управление: Прибор легко управляется даже начинающими пользователями благодаря простым настройкам и интуитивно понятному меню. Баллистические настройки устанавливаются быстро и легко, обеспечивая максимальную точность . 3. Высокие Технические Характеристики: Hikmicro Thunder Pro TE25 имеет дальность обнаружения цели до 1200 метров и оснащен LCOS микродисплеем с высоким разрешением, который обеспечивает четкие и качественные изображения. Встроенный видеоредактор и Wi-Fi модуль добавляют удобства в использовании Прибора. 4. Широкий Функционал: Прибор оснащен разнообразными Приборьными метками, имеет несколько режимов наблюдения и 4 разных профиля цветовой палитры, что делает его универсальным инструментом для различных ситуаций охоты и наблюдения. Технические Характеристики Hikmicro Thunder Pro TE25: Дальность Обнаружения: до 1200 метров LCOS Микродисплей с Высоким Разрешением Встроенный Видеоредактор и 16 Гб Памяти Wi-Fi Модуль для Удаленного Управления Прочный и Устойчивый Корпус Меню с Простым и Интуитивно Понятным Управлением Заключение: Тепловизионный Прибор Hikmicro Thunder Pro TE25 - это идеальный выбор для профессиональных охотников и любителей природы, которые ценят высокую эффективность, надежность и удобство использования. Благодаря своим высоким техническим характеристикам и широкому функционалу, этот Прибор станет вашим надежным спутником в любых приключениях на природе , Вес: 0.43 г, Высота: 60 мм, Гарантийный срок: 12 мес, Длина: 183 мм, Ширина: 60 мм, Защита оборудования от воды и пыли IP: IP67, Максимальная рабочая температура: 40 град., Максимальное рабочее расстояние: 1250, Максимальный спектральный диапазон: 12, Минимальная рабочая температура: -20 град., Минимальный спектральный диапазон: 12, Монитор: OLED, Питание: Аккумулятор, Размер монитора: 0.39, Разрешение экрана: 1024×768

Тепловизионный Прибор Senopex DOT S7
Senopex S7 LRF: Повседневное Совершенство в Мире Тепловизионных Приборов Инновационная Технология в Вашем Русле Senopex S7 LRF - это не просто тепловизионный Прибор, это высокотехнологичное устройство, которое поднимает планку в мире оптического наблюдения. Сочетая в себе передовые технологии и интуитивно понятный дизайн, этот Прибор отличается превосходной производительностью и надежностью в любых условиях. Острые Детали и Превосходное Разрешение С разрешением детектора 640×480 и шагом пикселя всего 12 мкм, Senopex S7 LRF способен воспроизводить детали с высочайшей точностью. Спектральный диапазон от 8 до 14 мкм обеспечивает четкое и точное изображение в любое время суток, позволяя обнаруживать объекты на расстояниях до 8400 метров для транспортных средств и до 3600 метров для людей. Оптика Профессионального Уровня Снабженный объективом 75 мм и возможностью ручной фокусировки, Senopex S7 LRF гарантирует оптимальную ясность и четкость изображения на различных расстояниях. Общее увеличение от 4 до 32x и цифровое увеличение до 8x позволяют вам детально изучать окружающий мир, не теряя в качестве изображения. Эргономичный Дизайн и Простота Использования С ударопрочным корпусом и степенью защиты IP67, Senopex S7 LRF готов к экстремальным условиям использования. Управление интуитивно понятно, а функции, такие как запись видео, фотосъемка, регулировка контрастности и яркости, доступны всего одним нажатием кнопки. Безупречная Энергоэффективность и Длительное Время Работы С двумя сменными аккумуляторами 18650 и более чем 14 часами автономной работы, Senopex S7 LRF гарантирует, что вы не останетесь без питания в самый неподходящий момент. Кроме того, встроенная память на 32 ГБ позволяет сохранять записи для последующего анализа. Надежный Комплект для Любых Ситуаций Комплектация включает в себя все необходимое для максимального удобства и функциональности. От двух аккумуляторов и зарядного устройства до крепления Weaver и стильного чехла для переноски - вы готовы к действию в любых условиях. Выводы: Оптимальный Выбор для Профессионалов и Любителей Senopex S7 LRF - это не просто Прибор, это инструмент, который поможет вам увидеть больше и дальше, обеспечивая высочайшее качество изображения и надежность в каждом кадре. Независимо от того, вы профессионал или любитель, Senopex S7 LRF станет вашим верным спутником в любых приключениях и задачах. , Диаметр объектива: 75 мм, Максимальная кратность: 32 х, Минимальная кратность: 4, Состояние: Новое, Бренд: Senopex, Код: 5003405, Тип: Тепловизорный Прибор

Тепловизионный прибор HikMicro THUNDER TH25P 2.0 (HM-TR53-25S1G/W-TH25P 2.0)
Тепловизионный Прибор HikMicro THUNDER TH25P 2.0 (HM-TR53-25S1G/W-TH25P 2.0) Приборы серии Thunder от бренда качественной оптики для охоты Hikmicro превосходно справляются со своей задачей в любых условиях, подходя для выслеживания мелкой и крупной дичи и предоставляя пользователям универсальность в использовании. Благодаря тепловому детектору с разрешением до 384x288 и OLED-дисплею вы сможете легко увидеть цель, даже если на улице кромешная тьма. Эти тепловизионные Приборы меняют правила игры для любителей охоты в ночное время суток. Благодаря передовой технологии определения тепла от объектов с точностью до тысячных долей, Приборы THUNDER TH25P позволяют охотникам обнаруживать неуловимых животных даже при слабом освещении или в полной темноте. Это означает, что вы можете более эффективно преследовать свою добычу и увеличить свои шансы на успешную охоту. Независимо от того, являетесь ли вы опытным охотником или новичком, тепловизионный Прибор может поднять вашу охоту на новый уровень. Главные особенности HikMicro THUNDER TH25P 2.0 Важными характеристиками для любой тепловизионной оптики являются показатели датчика тепла, тип и размеры дисплея, оптические показатели и качество сборки. Новый Прибор TH25P 2.0 Thunder от Hikmicro отлично показывает себя в каждой области. Ключевые характеристики: Прибор имеет внушительное время автономной работы в 6,5 часов и оснащен новым сменным аккумулятором, который можно заряжать во время использования, что сокращает время простоя; разрешение температурного детектора 640x512px при 12 мкм, с максимальной дальностью обнаружения дичи 1800 м и NETD максимальное цифровое увеличение – до 8 крат, с оптическим до 1.82x; размер дисплея – 0,39 дюймов, тип OLED; доступно подключение к Wi-Fi; прибор может работать в температурном диапазоне от -30 до +55°C; в память прибора записано 5 Приборьных профилей; встроенные рекордеры позволяют сохранять видео в высоком разрешении на 16 Гб внутренний накопитель; поле зрения - 12.5° × 10.03°; есть диоптрийная коррекция в диапазоне -5 до +5; габариты небольшие - 221 x 67 x 68 мм, 494 г; надежная защита IP67; встроенный дальномер. 20mk; Также Прибор славится своей многофункциональностью. Какими преимуществами обладает этот Прибор Тепловизионный Прибор изготовлен из прочных и долговечных материалов, обеспечивающих защиту от механических повреждений и воздействия окружающей среды. Конструкция также устойчива к ударам и вибрации, что делает ее идеальной для использования при активной охоте. Корпус из алюминиевого сплава и компактный, удобный дизайн делают эту модель одной из самых легких на рынке. Снаружи расположены элементы управления, облегчающие использование прибора в тактических перчатках. На замену устаревшему кольцу фокусировки компания установила качественную регулирующую ручку, тем самым значительно повышая показатели эргономики. Охотников также порадует новый удобный интерфейс, который позволяет пользователям получать доступ к наиболее востребованным настройкам через небольшое меню. Даже ночью легко найти функцию регулировки яркости и режим отображения теплового датчика для более комфортной охоты. Благодаря тепловому детектору Thunder 2.0 легко отслеживает цели. Инновационный датчик температуры имеет низкое значение NETD Кроме своих непревзойденных характеристик, HikMicro THUNDER TH25P 2.0 также обладает рядом полезных функций и настроек, заметно облегчающих охоту. Wi-Fi модуль Встроенный модуль WI-FI позволяет подключать Прибор непосредственно к смартфону или планшету с установленным на них официальным приложением бренда. Это позволяет управлять Прибором дистанционно, через специальные цифровые элементы управления. Приложение также позволяет отправлять изображение другим пользователям или целой группе в режиме реального времени. Объемная встроенная внутренняя память Прибор THUNDER 2.0 TH25P оснащен внутренней памятью объемом 16 ГБ. Благодаря этому охотники могут сохранять видео и фотографии с удачной охоты на устройстве. Особенно это полезно в тех случаях, когда поблизости нет источника интернета для отправки их в облачное хранилище или на телефон. Кроме того, Прибор THUNDER 2.0 имеет функцию ического запуска записи за 7 секунд до а, которая заканчивается через 7 секунд после а, таким образом создавая 14-секундное видео попадания в дичь со звуком и в высоком качестве. Несколько удобных режимов отображения светового спектра Всего у этой модели предусмотрено четыре таких настройки: белый — на дисплее высокая температура показывается с помощью светлых вплоть до белого цветов; черный — чем теплее область, тем более темного она оттенка; красный — изменение теплового фона отслеживается с помощью оттенков красного цвета; слияние — с его включением световое изображение на дисплее будет отображаться в оттенках красного, белого, фиолетового и желтого, от самого яркого к темному по мере уменьшения температуры. С их помощью вы сможете охотиться гораздо успешнее, легко настроив Прибор под свои требования. Настройка баллистических сеток Вам мало режимов подсветки и еще больше хочется подстроить Прибор под себя? Тогда вам точно понравится функция выбора одной из множества записанных на памяти устройства Приборьных сеток. Приборьная крестовина также выбирается — она может быть выполнена в зеленом, белом, красном или черном цвете на выбор. Включаются все эти настройки через меню, всего лишь нажатием нескольких кнопок. Зум Для попадания в самые маленькие, отдаленные цели в HikMicro THUNDER TH25P 2.0 предусмотрен зум — до х2, х4 или х8. Также есть возможность оптического увеличения изображения — она равна 3,25x. Комплектация прибора Приобретя у нас эту модель от ХикМикро, вы получите: Прибор с теплодатчиком HikMicro THUNDER TH25P 2.0; мягкая, но прочная сумка-чехол для Прибора; сменные батареи, 2 штуки; специальная док-станция для подзарядки аккумуляторов; руководство пользователя; микрофибра для оптики; USB-C. Доставка осуществляется по всем регионам Украины, оперативно и недорого. , Вес: 0.488 г, Высота: 68 мм, Гарантийный срок: 12 мес, Длина: 219 мм, Ширина: 67 мм, Защита оборудования от воды и пыли IP: IP67, Максимальная рабочая температура: 40 град., Максимальное рабочее расстояние: 1800, Максимальный спектральный диапазон: 12, Минимальная рабочая температура: -20 град., Минимальный спектральный диапазон: 12, Монитор: OLED, Питание: Аккумулятор, Размер монитора: 0.39, Разрешение экрана: 1024×576 20>

Тепловизионный прибор ThermTec Vidar 350
Тепловизионный Прибор ThermTec Vidar 350L (384x288) 2000м с дальномером ThermTec Vidar 350L – тепловизионный Прибор с лазерным дальномером и баллистическим калькулятором. Модель предназначена для охотников, , спасателей, представителей силовых структур и правоохранительных органов, которым важна максимальная мобильность при высокой производительности и широкой функциональности. ТеплоПрибор обеспечивает четкое изображение в условиях ограниченной видимости и низкого освещения. Неважно снег на улице или дождь, туман или пылевая буря, яркий солнечный день, сумерки или ночь, прибор отлично справится с задачей в любой ситуации. Тепловизор ThermTec Vidar 350L оборудован высокочувствительным детектором с разрешением 384x288, шагом пикселя 12 мкм и NETD ≤25 мК, а также мощным 50-милиметровым объективом и качественным AMOLED-дисплеем 1024x768. Прибор относится к водонепроницаемым устройствам со степенью защиты IP67, способен работать в большом диапазоне температур (от -20°С до + 50°C), выдерживает отдачу до 6000 Дж, обеспечивает автономность до 11 часов, имеет компактные габариты с длиной 203мм и облегченный корпус весом 750г, комплектуется планкой пикатинни для быстрой установки на любое . Особенности ThermTec (ThermEye) Vidar 350L: Высокочувствительный сенсор. Тепловизионный VOx-датчик с высокой термочувствительностью (NETD) менее 25 мК способен улавливать мельчайшие детали, даже если цель и фон имеют почти одинаковую температуру. Лазерный дальномер и баллистический калькулятор. Встроенный дальномер с баллистическим калькулятором позволяют обнаруживать цели на больших расстояниях и стрелять с высокой точностью. Технология коррекции неравномерности. Технология NUC (Non-Uniformity Correction) дает низкий уровень шума и стабильное изображение даже без овки. Высокоточный зум. Плавное и быстрое увеличение от 1x до 5x обеспечивает превосходную резкость и высочайшее разрешение деталей от минимальной до максимальной кратности. ическое обнаружение объектов. Прибор может ически обнаруживать и идентифицировать цели, попадающие в его поле зрения, предотвращая пропуск важных объектов. Уведомления в реальном времени через приложение. Приложение "Smart Thermal" мгновенно отправляет уведомления об обнаружении целей, позволяя вам быть в курсе происходящего без отвлечений. ическая . Функция ической позволяет быстро и точно настроить метку Прибора перед ом. Встроенная память. Карта памяти емкостью 64 ГБ дает возможность сохранять большое количество фотографий и видеозаписей непосредственно в приборе. Двухстороннее подключение Wi-Fi. Поддержка Wi-Fi и возможность подключения к точке доступа позволяют передавать изображение в реальном времени на другие устройства. Легкая и компактная конструкция. Благодаря компактным размерам и небольшому весу тепловизор ThermTec Vidar 350L станет идеальным спутником в любой охоте или наблюдательной поездке. Надежный корпус. Обладая классом защиты от атмосферных воздействий IP67, Прибор защищен от сильного дождя, снега, дыма, смога или пыли. Технические характеристики: Тип детектора: VOx Разрешение сенсора: 384x288 пикселей Размер пикселя: 12 мкм Частота обновления кадра: 50 Гц Теплочувствительность (NETD): ≤25 мК Оптическое увеличение: 4.6x Цифровой зум: 1x-5x Объектив: 50 мм Апертура: F1/0 Диаметр выходного зрачка: 6 мм Удаление выходного зрачка: 45 мм Поле зрения: 5.3° x 4.0° Регулятор коррекции диоптрий: есть Откидная защитная крышка на объективе: есть Палитры цветов: white, black, red, green, golden, violet Режим "картинка в картинке": есть Тип дисплея: AMOLED Разрешение дисплея: 1024x768 Дальность обнаружения: 2000 м Лазерный дальномер: есть Дальность измерения дальномера: 1200 м Баллистический калькулятор: есть Фото- и видеозапись: есть Встроенная память: 64 Гб Интерфейсы: Wi-Fi, USB Type-C Источник питания: аккумулятор 18650 (2 шт.) Время работы батареи: 11 часов Класс защиты: IP67 Температура эксплуатации: -20°C...+50°C Тип крепления: Weaver/Picatinny Вес: 750 г Габариты: 203x100x87 мм. , Вес: 0.75 г, Высота: 87 мм, Гарантийный срок: 12 мес, Длина: 203 мм, Ширина: 100 мм, Защита оборудования от воды и пыли IP: IP68, Максимальная рабочая температура: 40 град., Максимальное рабочее расстояние: 2000, Максимальный спектральный диапазон: 12, Минимальная рабочая температура: -20 град., Минимальный спектральный диапазон: 12, Монитор: AMOLED, Питание: Аккумулятор, Размер монитора: 0.39, Разрешение экрана: 1024×768

Тепловизионный прибор Pulsar Thermion 2 LRF XL50
Thermion 2 LRF XL50 от Pulsar: Инновационная Тепловизионная Оптика Pulsar, известный лидер в области инновационных оптических решений, представляет новую модель – Thermion 2 LRF XL50. Этот тепловизионный прибор, разработанный в Литве, обеспечивает безупречную эффективность и высокую производительность в различных сценариях использования. Особенности Thermion 2 LRF XL50: Тепловизионный Модуль: Разрешение 1024x768 пикселей с размером пикселя в 12 µm обеспечивает высокую чувствительность (NETD 35)> Увеличение и Угол Зрения: Увеличение от 1.75x до 14x и широкий угол зрения от 14x10.5 до 24.6x18.4 обеспечивают эффективное наблюдение за окружающей средой. Встроенный Лазерный Дальномер: С дальностью действия до 800 метров обеспечивает точную оценку расстояний на разных дистанциях. AMOLED Дисплей: Разрешение 1024x768, Bluetooth и Wi-Fi обеспечивают удобное взаимодействие и управление на удалении. Стойкость и Надежность: Степень защиты IPX7, предельная ударная нагрузка до 6000 G и стойкость до 12 а делают его надежным в самых экстремальных условиях. Энергоэффективность: Автономная работа до 7 часов и гибкая система питания Dual Li-Ion B-Pack Mini Power System обеспечивают продолжительное использование без перерывов. Сферы Применения: : Идеально подходит для охотников, обеспечивая четкость изображения и точное определение расстояний. Тактические Операции: В правоохранительных органах и задачах обеспечивает оперативное проникновение в темные области. Наблюдение и Слежение: Применяется в сфере безопасности для удаленного наблюдения с высоким качеством изображения. Спортивная : Повышает точность и эффективность тренировок за счет точного измерения расстояний и наблюдения за целями. Экстремальные Условия: Идеальный компаньон в охоте и специальных операциях благодаря стойкости к ударам, влаге и низким температурам. Thermion 2 LRF XL50 от Pulsar - это инновационный и надежный тепловизионный прибор, который обеспечивает высокую производительность и точность в самых разнообразных условиях, Вес: 1.03 кг, Высота: 94.5 мм, Гарантийный срок: 12 мес, Длина: 426 мм, Максимальная рабочая температура: 50 град., Максимальное рабочее расстояние: 2300 м, Минимальная рабочая температура: -20 град., Монитор: AMOLED, Питание: USB, Разрешение экрана: 1024×768, Угол обзора по горизонтали: 12 град., Ширина: 78.5 мм

Призматический Прибор SIGETA Prismatic 4x32 Mildot Red/Green/Blue
Sigeta Prismatic 4x32 Mildot - призматический коллиматорный Прибор широкого спектра применения, предназначенный для установки на ы и профессиональные штурмовые винтовки различных типов. Устройство удачно сочетает в себе преимущества классической дневной оптики и компактных коллиматоров. Коллиматор устанавливается на оружейные рейки Вивера или Пикатинни с помощью легкосъемного крепления с зажимными винтами. Конструктивные особенности: Мил-дот сетка с подсветкой Кольцо настройки диоптрий на окуляре Подвижный механический целик с возможностью демонтажа Интегрированные планки для навесного оборудования Легкосъемное крепление с зажимными винтами Механизм горизонтальных и вертикальных поправок Удобный вращающийся диск управления подсветкой Быстрая и легкая замена элемента питания Технические характеристики: Оптическая конструкция: призматическая Тип корпуса: закрытый Увеличение: 4х Диаметр объектива: 32 мм Высота оптической оси: 32 мм Диаметр выходного зрачка: 8 мм Вынос выходного зрачка: 50 мм Угловое поле зрения: 7° Поле зрения на 91 м (100 ярдов): 36.6 м Отстройка параллакса: заводская на 91 м (100 ярдов) Тип Приборьной сетки: милдот Подсветка: трехцветная (Red/Green/Blue), по 3 уровня яркости Механизм ввода горизонтальных и вертикальных поправок: механизм ввода горизонтальных и вертикальных поправок Цена клика: 1/4 MOA Просветление: многослойное Крепление: на планку Вивер/Пикатинные крепления Защита: влагозащищенный, газонаполнение Совместимость с м: Максимальная энергия вылета пули: 3500 Дж Характеристики а: 12 , 7.62 x 54 (.308) Комплектация: Прибор Шестигранник Батарейка CR2032 Салфетка для оптики Инструкция Габариты: Размеры Прибора: 151 х 77 х 63 мм Вес Прибора: 456 г Размеры упаковки: 171 x 87 x 74 мм Вес упаковки: 600 г

Тепловизионный прибор INFIRAY (iRay) GENI GH50R
тепловизионный прибор IRAY GENI GH50R Обновленная модель Iray Geni GH50R оснащена 50-кратным объективом и датчиком Vox с разрешением 640 пикселя на 512 пикселей на 12 микрометров. Он видит на расстояния до 2600 м. Мультифункционален для военного дела. Увеличение от 2.8х до 11.2х позволяет подробно изучать предметы на больших расстояниях. Устройство обладает такими характеристиками: датчик Vox 640 пикселя на 512 пикселей на 12 микрометров, наименьшая разница температур – 40 микронов, 50 герц (Айрей Технолоджи); матрицы ФПА от Айрей сенсор керамик; используется focal plane – расположение области на определенном расстоянии перед объективом камеры по горизонтали слева направо по всему кадру, 8 электронных сеток для охоты; спектр реагирующих электромагнитных волн – от 8 до 14 микрон; оптика из материала Germanium фокусируется на расстояние от 5 метров; увеличение изображения – до 2.8 раз, Digital Zoom – в 1, 2, 4 раза, 11.2 раз; угловое пространство: 7.5*5.7 градусов /13.1*10 метров; габариты coloured дисплея – органический светодиод, 1024 на 768 пикселей; 4 цветовых режимов отображения картинки; по средней точке попадания; «картинка в картинке»; видео и фотосъемка, карта памяти на 32 гигабайта; Wi-Fi, разработан software для подключения устройства к смартфону (для Андроид и iOS); благодаря покрытию Magnesium прибор защищен от попадания воды, степень защиты – IP67; бросать в воду – безопасно; активен от -30 градусов по Цельсию до +50 градусов по Цельсию; 26650 батарея; работает без подзарядки до семи часов; в наличии USB type-C; Размеры 195 миллиметров на 71 миллиметр на 61 миллиметр, ½ килограмма обеспечивают удобную переноску прибора. Что нового Устройство оснащено инфракрасным датчиком в размерах 640 пикселя на 512 пикселей на 12 микрометров, наименьшая разница температур – 40 микронов, 50 герц (Айрей Технолоджи), из-за чего гарантирует четкое разрешение. Матрица ФПА из оксида ванадия с датчиками плотностью 12 микрон обеспечивает более точное считывание. Порог чувствительности в наименьшей разнице температур является новым достижением и улучшает разрешение картинки. Функционирует в диапазоне 7.5-13.5 мкм. Длинная IK волна делает модель идеальной для выполнения задач при малом освещении, в условиях тумана, дыма и осадков. Оптика Прибор имеет 35-кратный объектив и может увеличивать изображение в пределах 2.8 (оптическое)-11.2(цифровое) с возможностью увеличения непрерывно или дробно с помощью позиций в 1, 2, 4 раза. Получение фокуса осуществляется благодаря удлинительному кольцу. Угловое пространство на 7.5*5.7 градусов позволяет видеть изображение 13.1*10 метров, отдаляясь на сто метров. Оптика из материала Germanium. В конструкции камеры продумана откидная крышка. Расстояния Благодаря дальности обнаружения до 1818 метров стало гораздо проще различать объекты даже в полной темноте. Машина обнаруживается с 2600 метров, человек – с 1818 метров, кабан – с 1326, а заяц – с 397 метров. Дисплей Экран размером 1024 пикселей на 768 пикселей с возможностью корректировки до 5 диоптрий, который передает высококачественное изображение с яркой картинкой. Устройство функционирует при минусовых температурах, скорость 50 герц позволяет следить за движущимися объектами без задержек. Вынесение выходного зрачка на 40 миллиметров удобно для крупного а. Этот монокуляр энергоэффективен и медленно расходует запасы аккумулятора. В наличии имеются горячие оттенки белого, красного, черного и fusion (цветной). Функция настройки цветовой полярности и заглушки звуков предоставляет возможность свободно регулировать устройство в любых обстоятельствах. При работе на больших дистанциях рекомендуется использовать обратную ахроматическую гамму, а на мелких – тонкие переходы между цветами, которые не нагружают глаз («pseudo color»). Функция Wi-Fi Возможно использование в качестве точки доступа, поддержка разных операционных систем, обмен файлами и возможность смотреть запись в live-режиме. Изображения и видео Монокуляр может записывать видео и делать снимки в течение долгих сессий благодаря расширенной до 32 гигабайт карте. Теперь не стоит переживать о том, что закончится свободное место на устройстве. Приложение для смартфона Скачав приложение, регулируйте конфигурацию, проверяйте записи, передавайте данные. Оно легко устанавливается с помощью скана кьюаркода. Корпус из магния Монокуляр имеет крепкое, но тонкое покрытие округлой формы и может легко удерживаться в руке даже в условиях высокой влажности. Корпус свободно опускается в воду без перебоев в работе, поскольку не пропускает влагу. Работает в самых экстремальных ситуациях (выдерживает давление до 1000 g) и функционирует в большом температурном режиме, степень защиты – IP67. Supply system Обновленная система потребления энергии работает на сменной батарее, которая заменяется за десять секунд и быстрее. Она также может работать до семи часов от автономного питания. При необходимости продлить эксплуатацию есть возможность подключения прибора к внешним источникам с поддержкой USB-C. Комплект состоит из: тепловизионного монокуляра; провода universal serial bus для подзарядки (1) и передачи данных (2); крепления weaver; специальной переноски; гарантии; детальных инструкций по использованию прибора. , Вес: 0.78 г, Высота: 90 мм, Гарантийный срок: 24 мес, Длина: 248 мм, Ширина: 70 мм, Защита оборудования от воды и пыли IP: IP67, Максимальная рабочая температура: 50 град., Максимальное рабочее расстояние: 2600, Минимальная рабочая температура: -30 град., Монитор: OLED, Напряжение: 12 В, Питание: USB, Размер монитора: 0.39, Разрешение экрана: 1024×768

Клапан газовий електромагнітний КГ-40, КГ-10
Клапан газовий електромагнітний КГ-40, КГ-10

Куплю вимикач нажимний 765-96-сб161 або 765-96-сб178
Куплю вимикач нажимний 765-96-сб161 або 765-96-сб178

Куплю редуктор повітряний ИЛ-611-150-65
Куплю редуктор повітряний ИЛ-611-150-65

Куплю редуктор повітряний 669300М-14-К
Куплю редуктор повітряний 669300М-14-К

Куплю насос ТДА 765-38-сб181
Куплю із зберігання або з неліквідів насос ТДА 765-38-сб181

Куплю свічки розжарювання 765-06-сб409
Куплю із зберігання або з неліквідів свічки розжарювання 765-06-сб409

Куплю фільтр грубої очистки палива 765-05 сб.291
Куплю фільтр грубої очистки палива 765-05 сб.291

Продам электродвигатель М-315МК-4
Продам со склада электродвигатель М-315МК-4; 250 кВт, 1480 об/мин., 380В. Болгария. Складское хранение. тел. +380663695696. моб. +380677604965. E-mail: arkada1958@gmail.com

Комплект креплений Rhino Mount + J-Arm на шлем для прибора ночного видения PVS-14
Комплект креплений Rhino Mount + J-Arm на шлем для прибора ночного видения PVS-14Комплект креплений Rhino Mount + J-Arm включает в себя подъемный механизм для монокуляра ночного видения с NVG креплением для шлема типа Rhino mount и пластиковый или металлический (в зависимости от модели) адаптер J-arm для крепления самого монокуляра к подъемному механизму.Это полный комплект креплений – больше ничего не нужно докупать, кроме шлема с разъемом NVG и самого монокуляра PVS-14.Кронштейн имеет быстросъемный крепеж на шлем на защелке и устанавливается на платформу шлема стандарта NVG за пару секунд. Кронштейн имеет подъемный механизм, который позволяет опускать и поднимать прибор ночного видения над головой. Также есть регулировка наклона ПНБ и регулировка расстояния от зрачков до ПНВ.Главное преимущество данного крепления в том, что позволяет использовать прибор ночного видения без привлечения рук, то есть обе руки остаются свободными. Единственный момент, когда будет задействована рука – это для поднятия и опускания ПНВ на шлеме.Технические характеристики:Стандарт крепежа: NVG.Совместимость с ПНБ: PVS-14, CL27-0008 и другие модели.Размер платформы крепежа: 45 x 40 мм.Материал подъемного механизма: метал. Внимание! С некоторыми моделями шлемов может наблюдаться люфт в месте крепления подъемного механизма к разъему NVG шлема за счет того, что разъем NVG слишком глубок. Для решения этой проблемы мы рекомендуем подкладывать в NVG разъем шлема какой-нибудь уплотнитель, что уменьшит его глубину и таким образом люфта не будет.

Тактическая каска шлем для прибора ночного видения FMA MICH 2000 One Size Черный
Тактическая каска шлем ABS пластик Пластиковый НАТОвский шлем черный. Высокая посадка обеспечивает более широкий обзор для пользователей. С помощью этого шлема полностью вооруженный пользователь все равно может поразить цель лежа. Подушка в шлеме регулируемая и может быть более точно приспособлена к разным формам головы.Шлем изготовлен из современного высокоэффективного ABS пластика. Шлем поставляется с регулируемым ремнем. Он совместим с дополнительными аксессуарами, что делает его актуальным для различных специальных операций.Главные плюсы : Благодаря своей форме шлем закрывает ушную и височную часть головы в отличие от FAST. А наушники одеваются под шлем и при беге не болтаются.Все ремни регулируют размер, фиксируют шлем на голове для удобного использования.Характеристики:Материал - ABS пластикМодель - MICH 2000. Вес - 950 грамм.Размер - Универсальный. Цвет - черный.Тип - баллистический.Механическая жесткостьЗащита от ударовТеплоизоляция

Крепление кронштейн для прибора ночного видения на каску шлем Rhino ПНБ PVS-7/PVS-14 Черный
Крепление (кронштейн) для прибора ночного видения на каску шлемКрепление кронштейн Rhino для прибора ночного видения (рог) на каску шлем (США) рассчитан на вес настоящего ПНБ и боевые условия, имеют высокую точность подгонки деталей, что исключает их люфт. Крепление для ПНБ ("рог") на каску Norotos NVG RHINO 2 Helmet Mount TITANIUM. Характеристики:Кронштейн для установки прибора ночного видения на платформу (маунт) на кости.Регулируется. Совместим с ПНБ PVS-7, PVS-14 и т.д. моделями.

Держатель кронштейн FMA L4G24 для прибора ночного видения на шлеме Черный
Держатель кронштейн FMA L4G24 для прибора ночного видения на шлеме Неудобно постоянно держать прибор ночного видения в руках? Хотите прикрепить ПНВ на шлем, но на нем нет специального крепления? Вам может помочь кронштейн для ПНВ на шлем — универсальный прибор, который крепится на головной убор одним движением руки и регулирует угол обзора.L4G24 имеет знаменитую функцию отрыва Wilcox, которая обеспечивает защиту владельца от травм шеи или головы. Эта система крепления ПНВ уникальна тем, что обеспечивает два режима работы.Первый режим позволяет креплению «оторваться» от основания в условиях стресса, например, при зацеплении во время быстрой веревки или ударе о твердый предмет при входе или выходе из транспортного средства или здания. Эта функция отрыва позволяет свести к минимуму или избежать серьезных травм шеи и повреждения оборудования.Второй режим позволяет универсальному креплению ПНВ надежно зафиксировать крепление на базе. Особенности:Работа одной рукойНизкопрофильная форма шлемаДоступен в матовом цвете, оптимизированном для ночных операций в пустынеПроизводитель: FMAМатериал: пластикВес: 90 гКронштейн фиксируется на шлеме, таком как серии FAST MH, BJ, PJ, MARITIME. серия шлемов, серия шлемов MICH, шлем EX, шлем IBH. Этот продукт подходит для ночного видения PVS15, PVS18, GPNVG18, обратите внимание, что ночное видение PVS14 недоступно!

Комплект креплений на шлем Mich Fast M88 Wendy для монокуляра Pvs14 Pulsar GS1X20
Комплект креплений на шлем Mich Fast M88 Wendy для монокуляра Pvs14 Pulsar GS1X20Комплект креплений для монокуляра ночного видения на шлем Mich Fast M88 Wendy - представляет собой универсальные пластиковые кронштейны, которые позволят закрепить на военном тактическом шлеме NVG монокуляр или прибор ночного видения Pvs14 Pulsar GS1X20 и другие модели и при этом полностью освободить руки.Главное преимущество данных креплений в том, что они позволяют использовать прибор ночного видения без задействования рук, т.е. обе ваши руки остаются свободными. Единственный момент, когда будет задействована рука - это для поднятия и опускания ПНВ на шлеме.Характеристики:Черный цветМатериал - прочный пластик.Кронштейн - 2 шт.

Держатель кронштейн FMA L4G24 для прибора ночного видения на шлеме Койот
Держатель кронштейн FMA L4G24 для прибора ночного видения на шлеме Неудобно постоянно держать прибор ночного видения в руках? Хотите прикрепить ПНВ на шлем, но на нем нет специального крепления? Вам может помочь кронштейн для ПНВ на шлем — универсальный прибор, который крепится на головной убор одним движением руки и регулирует угол обзора.L4G24 имеет знаменитую функцию отрыва Wilcox, которая обеспечивает защиту владельца от травм шеи или головы. Эта система крепления ПНВ уникальна тем, что обеспечивает два режима работы.Первый режим позволяет креплению «оторваться» от основания в условиях стресса, например, при зацеплении во время быстрой веревки или ударе о твердый предмет при входе или выходе из транспортного средства или здания. Эта функция отрыва позволяет свести к минимуму или избежать серьезных травм шеи и повреждения оборудования.Второй режим позволяет универсальному креплению ПНВ надежно зафиксировать крепление на базе. Особенности:Работа одной рукойНизкопрофильная форма шлемаДоступен в матовом цвете, оптимизированном для ночных операций в пустынеПроизводитель: FMAМатериал: пластикВес: 90 гКронштейн фиксируется на шлеме, таком как серии FAST MH, BJ, PJ, MARITIME. серия шлемов, серия шлемов MICH, шлем EX, шлем IBH. Этот продукт подходит для ночного видения PVS15, PVS18, GPNVG18, обратите внимание, что ночное видение PVS14 недоступно!

Тактический комплект для крепления на шлем MICH для NVG PVS-14 PVS-7 для быстрого съема Черный
Тактический комплект для крепления на шлем MICH для NVG PVS-14 PVS-7Особенности:набор креплений обеспечивают быстрый съем ПНВ, что очень важно в боевых условиях;предназначен для металлического кронштейна rhino NVG для крепления PSV-7 или PSV-14 на пластине шлема.Дизайн с поворотом вверх и вниз.Регулируемый угол наклона руки изменяет NVG.Совместим с PSV-7 или PSV-14.G & P очки ночного видения (GP138B) требуют модификации для установки.Специальное примечание: шлемы в комплект не входят.Характеристики:Цвет: черныйВес: 150 г-250 гМатериал: металлический сплавДля шлема MICH

Тепловизионный прибор AGM Rattler V2 TS50-640
● Разрешение 640×512 с сенсором 12 микрон;● OLED-дисплей высокого разрешения;● Регулируемые цветовые палитры;● Различные типы и цвета прицельной сетки;● 1-кратный, 2-кратный, 4-кратный, 8-кратный цифровой зум;● Встроенная запись видео/аудио и захват изображений;● Встроенная память EMMC (16 ГБ);● Запись, активируемая выстрелом (SAR);● Передача данных по Wi-Fi;● Стадиаметрический дальномер;● Режим ожидания;● Время автономной работы до 9 часов;● Совместимость с внешним источником питания;● Водонепроницаемый и ударопрочный корпус, Вес: 0.53 кг, Высота: 68 мм, Гарантийный срок: 12 мес, Длина: 230 мм, Защита оборудования от воды и пыли IP: IP67, Максимальная рабочая температура: 55 град., Максимальное рабочее расстояние: 2600 м, Максимальный спектральный диапазон: 35 мкм, Минимальная рабочая температура: -20 град., Минимальный спектральный диапазон: 35 мкм, Монитор: OLED, Напряжение: 12 В, Питание: Аккумулятор, Размер монитора: 0.39 дюйм, Разрешение экрана: 1024×768, Угол обзора по вертикали: 7 град., Угол обзора по горизонтали: 8.8 град., Ширина: 73 мм

Тактическое крепление Wilcox L4G24 для прибора ночного видения на шлем Черный
Тактическое крепление Wilcox L4G24 для прибора ночного видения на шлем Данное крепление подходит для трех классических приборов ночного видения, таких как PVS-18, PVS-15 и GPNVG18. Также подходит для большинства шлемов, таких как: ACH, PASGT, MICH, M88. Крепление типа Wilcox L4 G24 - это высококачественное алюминиевое крепление на шлем MICH/ACH с помощью Ops-Core VAS или стандартного NVG Vas Shroud. Оборудовано широким диапазоном настроек, позволяющих зафиксировать ПНО в максимально удобном положении.NVG крепеж с подъемным механизмом имеет множество настроек и фиксаторов, с помощью которых Вы можете точно настроить крепеж, чтобы очки прибора ночного видения, при его опускании, находились напротив ваших глаз и вам было удобно в него смотреть.Жесткая фиксация положения прибора ночного видения в опущенном или приподнятом состоянии. Чтобы сменить положение, нужно зажать кнопку на креплении.Технические характеристики:Стандарт крепления к шлему: NVG.Соединительный интерфейс: DOVETAILСовместимость с ПНВ: NV8000, NV8160, PVS-15, PVS-18, PVS-21, PVS-31, BNVD-G, TNV/Sentinel и другие модели.Размер платформы крепежа: 45,5 x 41 мм.Материал: Аэрокосмический анодированный алюминиевый сплав.Покрытие: краска порошковая.Вес: 170 грамм.Комплектация:Подъемный механизм с креплением NVG на шлем Wilcox L4G24 – 1 шт.Пластиковый кейс для хранения – 1 шт.

Мікроскоп цифровий
Продам новий цифровий мікроскоп. Всі технічні характеристики наведені на 3 фото.Реальна фокусна відстань 15-70 см, можна використовувати для різних цілей у тому числі для пайки дрібних компонентів. Зручне регулювання підсвітлення.Комплектація наведена на 1 фото.

Пластиковые детали для восстановления разливочной машины XRB 6.
Для клиентов, планирующих восстановительный ремонт оборудования! Возобновлено производство пластиковых деталей для разливочной машины XRB 6. В наличии все детали представленные на фото. Полностью соответствуют оригинальным деталям. Срок изготовления 10 дней с момента оплаты. +37069934380

Сборник, реактор из нержавейки 1 м3, емкость, отстойник.
Корпус реактора, сборник, отстойник объемом 1 куб, марка стали 12Х 18Н 10Т, в наличии 4 шт.

Куплю контактор КМ-600ДВ, КМ-600Д-В
Куплю із зберігання або з неліквідів контактор КМ-600ДВ, КМ-600Д-В
новых объявлений
в Telegram канал
Похожие запросы
- Куплю термостат сжмл-19
- Резина листовая и
- Изготовление гофроящиков и
- запчасти и расходники
- Интегратор и-1
- Оборудование для пеллетных
- Оборудование б у
- Ёмкостное оборудование
- Оборудование и сырье, прочее Киев
- Оборудование и сырье, прочее Днепр (Днепропетровск)
- Оборудование и сырье, прочее Харьков
- Оборудование и сырье, прочее Одесса
- Оборудование и сырье, прочее Украина
- Оборудование и сырье, прочее Кропивницкий
- Оборудование и сырье, прочее Житомир
- Оборудование и сырье, прочее Винница
- Оборудование и сырье, прочее Ровно
- Оборудование и сырье, прочее Запорожье
- Оборудование и сырье, прочее Полтава
- Оборудование и сырье, прочее Львов
- Оборудование и сырье, прочее Сумы
- Оборудование и сырье, прочее Черкассы
- Оборудование и сырье, прочее Луцк
- Оборудование и сырье, прочее Ивано-Франковск
- Оборудование и сырье, прочее Тернополь
- Оборудование и сырье, прочее Никополь
- Оборудование и сырье, прочее Чернигов
- Оборудование и сырье, прочее Кривой Рог